Axis not moving
- GT-Jr Check the collet closer access door. If the door is open, the slide will not move.
- E stop twist and lock buttong on operator station and control panel
- Spindle drive faulted. Check reset switch on drive cabinet.
- C axis machines - check for incoming 220V power for drive
- Make sure correct software has been loaded and selected in AUTOEXEC.BAT
Both axes not moving at startup - no servo error tripped when jog motion is attempted.
- Check the jog switch assembly. If both axis don't move and don't trip, the switch may have come apart or the common wire has come off.
Single axis not moving - When jog motion is tried, the control shows servo error. If you notice the location counter counting before the axis trips, this is normal. There is a .200" following error allowance before the servo trips.
If only one axis is not moving there is usually a problem with one of the following:
- Axis thermal overload tripped
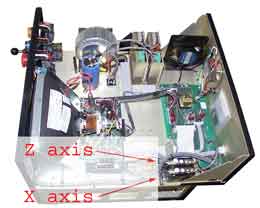
- Reset the thermal overload for effected axis. See photo below, there is a small hole in the side of the control. Behind the whole are the two thermal overloads. X axis nearer to the outside edge. Press down on the small white button. If the button yields some resistance and then clicks, it was tripped. If you press it again and there is much less resistance, it has been reset.
 |
- Axis motor
- The axis motor can be defective. The easiet way to determin if the motor is bad is to swap motor cables.
- Turn control off
- Swap motor cables on the back of the control
- The axis motor can be defective. The easiet way to determin if the motor is bad is to swap motor cables.

- Repower the control and retry the jog mode. If the problem stays with the motor, it is usually the motor. If the problem stays with the control axis outlet, continue with the diagnosis.
- Axis amplifier
- MC2 card (computer motion control card)