| As with all machining issues there can be a number of causes for getting a bad finish. Your problem can be mechanical, electronic, tooling, coolant, feeds and/or speeds, or a combination of any of the above. To correct a finish problem you must have some patience and an open mind. Before you take off on each item on this list, please read the entire page to get a complete overview of the issues. Here is a list of possible causes and solutions. |
|
|
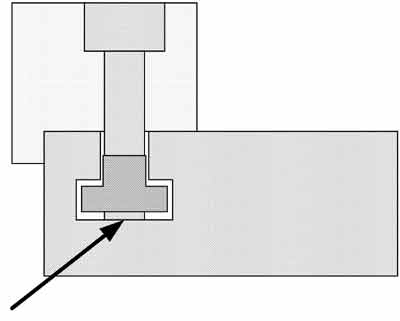
Work holding:
- Collets: Most collets have a very limited range of holding effectivly. If your part is to small the collet will be holding only on the front edge, if the part is to large the part is held on the inside edge only. Either case can enable the part to move while being cut.
- Check the collet for being worn, collets do ware on the outside and inside.
- Dirt having collected on the outside of the collet, remove the collet and clean the taper.
Cutting tool height of center:
- Height of center is a very common issue for bad finish. If you are using a 5/8" round shank holder, make sure the insert is on center. Do not rely on the flat on the top of the holder to bring the insert to center. As you tighten the screws holding the bar in place, rock the tool. This way the holder will come to center as the screw locks down. Also at issue is that the tool holder is correct as well as the bar itself. Take nothing for granted.
- Check the tool holder, it may be defective.
- Check that the tool holder is not sitting on dirt or chips
Loose tooling
- The tool holder may be loose on the slide, check that it is tight. Of of the more difficult issues to find is when the bolt throught the tool holder bottoms out to the tool plate through the T nut. Make sure you bolts are not to long.
Tooling extended to far, unsupported
- A very common cause for bad finish is unsupported tooling. Sticking you tool holder out to far will cause the insert to vibrate in the cut. Change your setup or tooling. If you are using 5/8" round bars either change to 3/4" (check the factory for availability of hoders and tool holders) or go to tool posts with square tooling off a TF-625.
Bad axis amplifier or bad balance
- The adjustment of the servo loop can make a very big difference to the finish and tooling life. The characteristics of the "stiffness" of the loop are important. If the loop is to tight the slide will vibrate at high frequency. If the loop is to loose the slide is mushy (a technical term). Tuning servo amp procedures
- If the slide motion is erratic or you can not tune out constant vibration, contact the factory for additional assistance
Broken thrust bearing
- There is a thrust bearing at the end of each of the ball screws. It is used to hold the screw in place. If the thrust bearing becomes worn or damaged, it will transfer its inconsistancies to your part. Firts turn off the servos and turn the screw, you can hold the coupling. In order to perform this test with a GT-75 or GT-Jr in the X axis you will have to take the brake off the X axis slide. If after performing this test you feel something, then release the coupling between the ball screw and the servo motor. Then carefully turn the screw and feed for a bad bearing.
Wrong feeds and speeds for material
- Issues of RPM, depth of cut, feed rate, etc. all effect finish. Check with your tooling and/or material suppliers.
Wrong coolant
Wrong material
- We have seen it where the operator pulls the wrong bar, check it out.
Bad spindle encoder or bad pulley/belt - feed rate variations
- While machining in the G95 mode the feedrate is governed by the spindle encoder. If spindle encoder or belt/pulley system are not functioning correctly there can be erratic feed rates. To test this, and eliminate it from the possibilities, change your machining moves to IPM (G94) vs IPR. Then the encoder does not effect the feed rates. If the problem goes away, look at the encoder and related systems.
Bad axis motor - feed rate variations
- The axis motors are made up of three sections: The encoder for feedback on location, the tachometer for feedback on velocity, and the armature for creating torque. If either the tachometer or armature are defective it can result in feedrates being inconsistant. Many times it is possible to see this if you jog the slide at 1 or 10 ipm and watch the motion of the markers carefully. Or if possible, change the motor assembly.
Something is mechanically loose in slide
- A loose mechanical componant will cause all kinds of issues. Perform a Push/Pull test to see if there is any backlash.
- Check the screws that hold the linear ways down. Check the axis motor assembly and tightness to the mounting plate.
Collet closer issues are being transfered to material
Chip buildup around cutting area
Spindle is turning in the wrong direction (hey, it could happen)
Bar wobble due to no spindle liner
|
|
|